Con
el renovado interés por las técnicas de construcción,
resulta especialmente gratificante encontrar información
compartida en las páginas de Stunt News, en los foros
de Internet y en los vídeos de Windy Urtnowski, Bob
Hunt y otros. Esta riqueza de ideas e información es
una bendición para todos nosotros.
Con este espíritu, este artículo describe los
detalles de la construcción del fuselaje de mi última
nave "Special Effects" ("FX"
para abreviar), que aplica ideas de varias fuentes. El resultado
fue un fuselaje muy fuerte, recto y ligero donde concentré
mis esfuerzos en las técnicas de diseño de estructuras
comunes.
Con esta discusión introductoria en mente, busquemos
estas ideas y características en el diseño del
fuselaje del Special Effects. En el diseño del fuselaje
aproveché las siguientes características estructurales:
* formas triangulares
* resistencia a la tracción de las fibras
* laminación de partes
* cobertura estresada
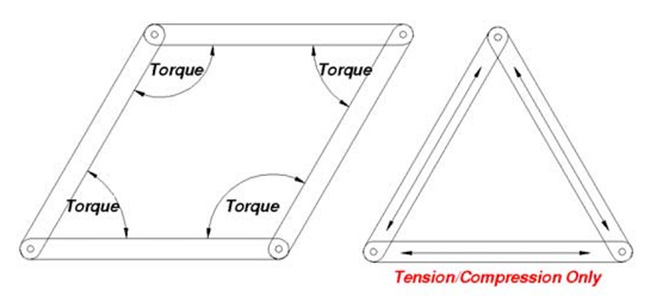
A
diferencia de otros polígonos, los triángulos
NO imparten ningún par de torsión
a sus esquinas.
Las formas triangulares tienen la propiedad de distribuir
las fuerzas aplicadas a los miembros estructurales como compresión
o tensión [puras]. A diferencia de otros polígonos,
un triángulo no imparte ningún par de
torsión a sus juntas de esquina. De hecho,
las esquinas de un triángulo pueden utilizar juntas
con "pasadores" (completamente libres de girar).
Además, usando materiales fibrosos se agrega resistencia
a la tensión.
En consecuencia, las estructuras que incorporan triángulos
son inherentemente rígidas. Se implementan con miembros
diagonales, que que "completan el triángulo";
estas estructuras suelen denominarse estructuras "geodésicas".
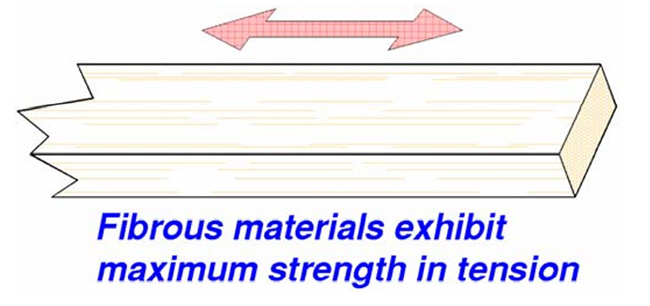
Cabe destacar aquí la extrema resistencia de cualquier
madera en tensión o compresión a fuerzas aplicadas
en paralelo a la longitud de la veta.
Esto se debe principalmente a la estructura interna de la
propia madera. Y casi todos los materiales fibrosos presentan
una resistencia máxima en tensión.
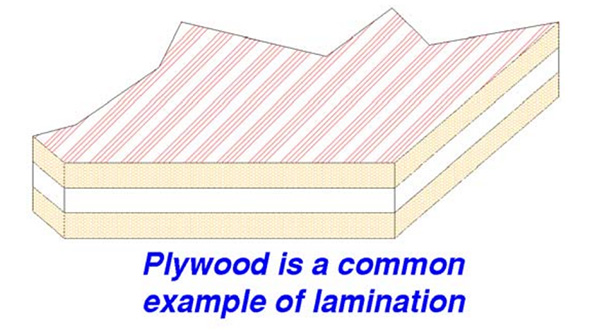
La
madera terciada es un ejemplo común
de laminación
La laminación se refiere a la superposición
de elementos estructurales, normalmente para aprovechar la
resistencia direccional del material. La madera contrachapada
que alterna el grano entre las hojas, es un ejemplo común
de laminación. A menudo se utilizan materiales distintos
en las capas.
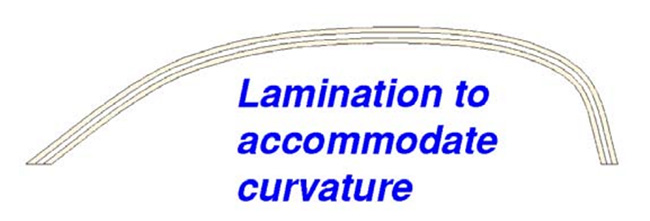
En la imagen anterior se ve como el laminado se acomoda a
la curvatura.
Otro uso de la laminación es hacer que un miembro estructural
se ajuste a una curvatura, por ejemplo el perímetro
de la punta de un ala.
Cada lámina fina se ajusta más fácilmente
a una forma; cuando las capas se adhieren entre sí
en un laminado, tienden a mantener su forma porque son extremadamente
rígidas. Para deformar el laminado, las fuerzas deben
superar las grandes resistencias a la tracción y a
la compresión de la madera.
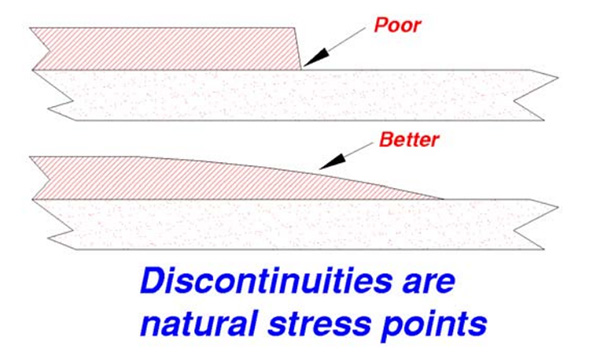
En la siguiente imagen se muestra que las terminaciones discontinuas
son un punto de tensión natural.
La
distribución de la fuerza en una estructura es extremadamente
importante para su resistencia general de servicio. Las grandes
fuerzas distribuidas suavemente en grandes áreas
son fáciles de soportar, mientras que incluso una pequeña
fuerza aplicada en un punto será propensa
a fallar.
Las discontinuidades de la estructura son puntos naturales
de concentración de fuerzas, a veces denominados "elevadores
de tensión".
Cuanto más disímiles sean los materiales (por
ejemplo, en cuanto a la elasticidad), peor será este
problema.
Por ello, las juntas y otros puntos de transición deben
ser suaves, cónicos, graduados y con otras formas para
evitar estos puntos débiles.
Una estructura monocasco o de enchapado tensado aprovecha
la noción de distribución suave de las fuerzas.
Para la distribución de fuerzas, una superficie curva
con superficie lisa y curvada es claramente
superior a una plana con esquinas afiladas.
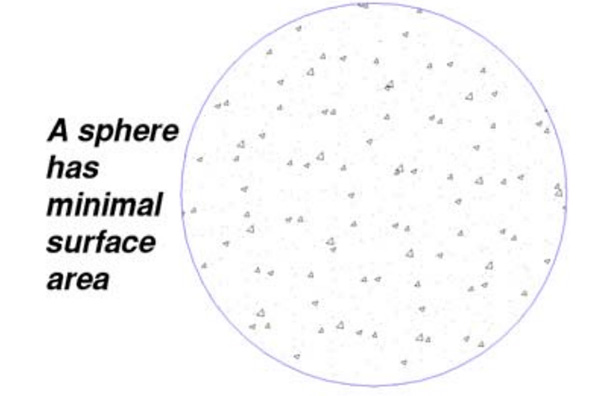
Tal vez sea menos obvio el hecho de que las superficies curvas
minimizan la superficie (material y peso) para "encerrar"
un volumen tridimensional.

Las estructuras de cubiertas tensadas son muy resistentes.
Un ejemplo común de una estructura de cubierta sometida
a tensión es un huevo: a pesar de la naturaleza frágil
de su fina cáscara, un huevo es increíblemente
fuerte en compresión cuando la fuerza se aplica suavemente
a sus extremos.
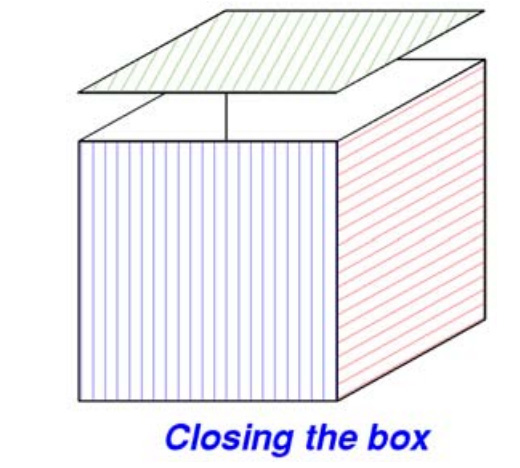
Se ha observado que se añade una gran resistencia a
cualquier estructura abierta "cerrando la caja".
Una de las principales ventajas es lo que llamaré "autocontención".
En concreto, cada parte de la estructura proporciona resistencia
para manejar las fuerzas en una dirección, pero además,
cada parte está limitada en su orientación menos
fuerte.
Consideremos un simple ejemplo en forma de cubo. Cada una
de las seis superficies laterales no sólo puede soportar
bien la carga en una dirección determinada, sino que
también limita las aristas de otras cuatro superficies
laterales.
Una esfera es claramente superior a un cubo, porque ofrece
menos superficie (mínimo material y peso) y una estructura
muy uniforme y suave, que se ciñe a la forma esférica
en todas partes.
Con esta discusión introductoria en mente, busquemos
estas ideas y características en el diseño del
fuselaje del "Special Effects".
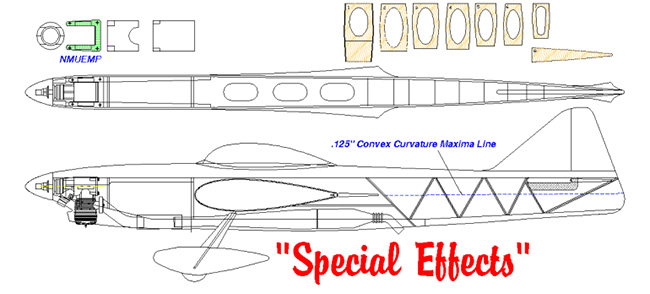
En esta imagen se muestran las cuadernas.
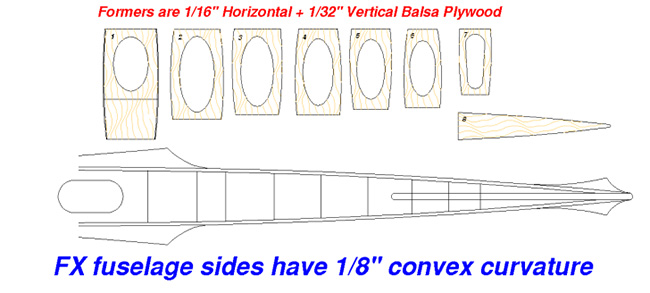
Comencé
con la curvatura. Los lados del "FX"
están curvados en ambas dirección horizontal
y vertical (con las cuadernas curvadas). La curvatura horizontal
es visible en la vista superior.
En la nariz, utilicé la técnica de moldeado
demostrada en Bob Hunt's en Stunt Flyer Video Magazine (Volumen
2, Número 3).
En lugar de soportes de motor rectos y un bloque de nariz
lijado a para acoplar con el spinner, los lados del fuselaje
del FX, delanteros se "moldean" usando un matriz
de foam para proporcionar la la curvatura deseada.
Por supuesto, hay un proceso intensivo de trabajo asociado
con el corte y dar forma a los bancadas del motor (en dura
madera de arce) para adaptarse a la curvatura del fuselaje,
pero esto no es particularmente difícil. La parte trasera
de las bancadas del motor son afinadas para reducir la masa
y distribuir suavemente la fuerza.
El bloque de relleno de balsa de veta cruzada entre
las bancadas del motor es una práctica bastante
habitual hoy en día; aquí se aprovecha la resistencia
a la compresión de la balsa de grano fino que aquí
se aprovecha.
Obsérvese cómo el anillo de la nariz de madera
contrachapada se mantiene pegado a la estructura (su fuerza
de nuevo aprovecha su resistencia). Sí, tenemos que
quitar la hélice y el spinner para instalar/retirar
el motor. Pero suponemos que el capó no añade
prácticamente nada a la resistencia del morro. Por
lo tanto, el anillo del morro es un elemento estructural importante.

Para facilitar los cambios de motor, el morro
del FX fue diseñado para utilizar la placa de montaje
de motor universal el cual es un soporte de aluminio
de 1/8" en forma de "U" con una forma
común con tornillos en las esquinas, adaptado a cada
motor. Como resultado, usando esa placa y un capó personalizados,
el FX puede acomodar cualquiera de [al menos] los siguientes
motores:
* Aero .40/.51/60 con pipa
* OPS .40 entubado
* ST .46,.51,.60
* Moki .51
¿Qué aporta dicha placa a la resistencia del
fuselaje?: al tener forma de "U", se convierte en
otro elemento estresado (como lo haría la carcasa del
motor).
También proporciona una interfaz común para
varios motores, algunos de cuyos agujeros para los tornillos
de la carcasa no están colocados de forma óptima
para el soporte del motor [en forma de curva, 3/8" x
1/2" de madera]. El placa de montaje y el motor se instalan
como un "módulo".
Por recomendación de Jim Young, el área del
tanque de combustible del "FX" se hizo lo suficientemente
grande para acomodar un tanque de plástico Sullivan
de 8 onzas.
Lo anterior resulta en un fuselaje más ancho (2.5")
de lo que inicialmente quería, pero posteriormente
me han gustado sus dimensiones.
El tanque se mantiene en posición con cuñas
de balsa y una placa de contrachapado atornillada que sirve
como otro miembro resistente dentro de la nariz, y que permite
un fácil acceso.
Los lados del fuselaje del "FX" son de chapa de
balsa de 3/32", con contrachapado de 1/32", laminados
en las superficies interiores con epoxi lento. Con una sección
de ala gruesa y una zona para el tubo de pipa por debajo,
extendí el contrachapado de 1/32" ayudando a proteger
los lados del fuselaje hasta que instalé el ala.
En esta imagen se muestra la madera balsa de 1.5mm pegada
con la veta cruzada para otorgar esa resitencia.
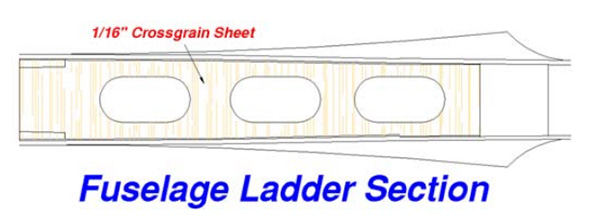
En
la zona superior central del fuselaje se añade una
sección de chapa de balsa en forma de escalera que
refuerza su forma y curvatura hasta que el ala se pueda instalar.
También sirve de suelo para la zona de la cabina.
Aquí también utilicé balsa de grano fino
(en compresión), con recortes redondeados para reducir
el peso. Esta técnica fue copiada de de los planos
del "Cascade" de Steve Buso.
La curvatura horizontal en la parte de popa del fuselaje del
"FX" es bastante pronunciada, por ello aumentó
la anchura en la parte delantera de apoyo del estabilizador,
colocando un doubler de terciado de 1/16" a cada lado
(ver imagen inferior).
Esto hace que mejore la resistencia a la torsión para
el estabilizador, así como más espacio para
la conexión del cuerno de control del elevador, y la
curvatura también contribuye a la la rigidez del fuselaje.
Como se mencionó anteriormente, los lados de popa del
fuselaje del "FX" también están curvados
verticalmente, es decir, se proporciona una curvatura convexa
de 1/8" en cada lado. El truco aquí fue acomodar
la curvatura lateral de popa en dos ejes, con el uso de las
cuadernas "geodésicos" colocadas
en diagonal en el interior.
Esto se logró utilizando proyecciones de AutoCAD para
cada punto crítico: las esquinas superior e inferior
y la intersección de un línea de curvatura de
"punto alto" a lo largo de los lados del fuselaje.
Teniendo en cuenta estos
tres puntos para cada lado del fuselaje, se dibujó
un arco perfecto (segmento de un círculo) y se dibujó
a través de ellos. El resultado son unas plantillas
con formas muy precisas.
Otra cosa que hay que notar es el uso de una forma suave
elíptica de los agujeros de corte. Los contornos
suaves y redondeados siempre son superiores
a las esquinas afiladas y cuadradas para la distribución
de fuerzas.
En la siguiente imagen se muestra un ejemplo de la parte trasera
de fuselaje con cuadernas en diagonal.
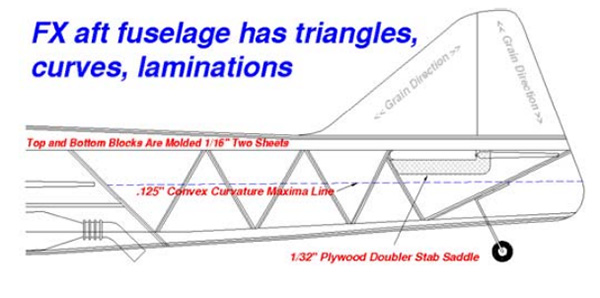
Aunque los encofrados de popa están inclinados en diagonal,
su mayor su mayor contribución a la resistencia es
la compresión, por lo que la veta de la madera debe
correr horizontalmente. Al mismo tiempo, prefiero cortar un
gran agujero central en cada encofrado antes de la instalación.
La balsa de veta horizontal tiene tendencia a partirse y romperse
fácilmente una vez que se corta el agujero central,
incluso en chapa de 1/8".
Construí un laminado de 1/16" horizontal de 1/16"
y 1/32" de balsa vertical para estos formadores. El resultado
es una forma adecuadamente fuerte pero muy ligera que no se
parte ni se rompe fácilmente.
Las posiciones diagonales para cada cuaderna se dibujaron
como líneas en la parte interior de la popa del fuselaje,
y cada una fue pegada con mucha precisión.
La extrema exactitud de las formas de los moldes no se necesitó
ninguna plantilla para producir una estructura perfectamente
recta.
Las formas de los moldes imponen una curvatura vertical y
horizontal, y es prácticamente imposible que se produzcan
torsiones si las partes asi moldeadas se pegan con precisión
y por lo tanto no tiene opción de encajar de otra manera.
No es necesario mojar las chapas laterales del fuselaje para
acomodar la ligera curvatura convexa.
Todas las cuadernas del fuselaje del "FX", excepto
la primera y la última, se colocan en inclinaciones
"ideales" de 60 grados de inclinación. La
forma triangular de la última colocada resultó
ideal para montar el alambre de la rueda de cola. Yo diría
que la inclinación del montaje de la rueda de cola
añade considerablemente a su fuerza también.
Otra vez los triángulos!.
La estructura anterior en diagonal contribuye en gran medida
a "cerrar la caja", con componentes tanto verticales
como horizontales. En definitiva, se necesita menos material
para conseguir la resistencia deseada. Sin un bloque superior
o inferior, la estructura de popa del "FX" ya era
extremadamente rígida. La forma de la superficie convexa
ligeramente "ahuecada" de los lados de la popa contribuye
significativamente a la resistencia a la torsión.
En esta imagen se muestra la parte delantera del fuselaje
hecha con laminado curvo.
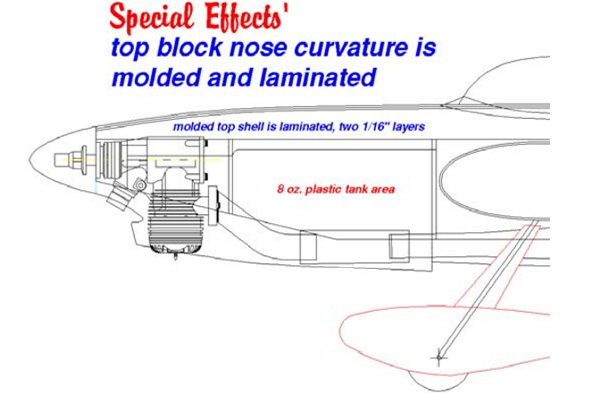
Los videos de Windy Urtnowski (Spitfire Construction Series)
me enseñaron un método fácil para moldear
los bloques superiores e inferiores. Encontré que podía
producir un molde de bloque superior con menos esfuerzo que
tener que tallar completamente un solo bloque superior. El
mandril del molde estaba hecho de mi inútil balsa "RC"
(grado de bate de pelota), y NO ahuecado. El mandril está
montado en pino de 3/4", con alambre de música
de 1/16" en la costura entre ambos. Este alambre (invención
de Windy) produce una línea precisa de "abolladura"
en el borde inferior interior del moldeado del bloque superior,
lo que hace que sea muy fácil de recortar la parte
moldeada a su altura adecuada.
Experimentalmente determiné las siguientes recomendaciones.
Comprar madera en hojas de 1/16" x 4", en longitudes
de 42" o más. La madera más suave y ligera
no es necesaria o incluso deseable: la balsa extremadamente
blanda NO ofrece la mayor resistencia/peso. Sin embargo, una
debe utilizarse una chapa clara de grano "A". Moldee
la carcasa como dos piezas laminadas de 1/16". Remoje
las láminas a fondo con agua tibia con abundante amoníaco:
¡apesta pero hace el trabajo!.
Deje por varios minutos para que las láminas se ablanden
y verá que las láminas de 1/16" así
mojadas se ajustan al molde con bastante facilidad.
Envuelva las láminas en el molde con vendas anchas
comenzando cerca del centro y moviéndose hacia el área
más "estirada" (por ejemplo la sección
de la nariz de la cáscara del bloque superior) por
último.
Envuelva con bastante fuerza, y el extremo de las vendas se
superpongan unos dos centímetros más allá
del final del del molde: envuelva justo después del
final de la lámina.
Suele ser necesario recortar el borde que sobresale de la
chapa para permitir una envoltura ajustada, especialmente
en la parte de popa.
Se dejan secar toda la noche, se desenvuelven las "cáscaras"
asi formadas y se despegan cuidadosamente del molde. Sólo
se tarda unos minutos en recortar la parte inferior de las
láminas en la marca abollada que queda en el interior.
Utilice una sierra fina para recortar el solapamiento en los
extremos delantero y trasero.
Correctamente envuelta, la superficie exterior del caparazón
suele mostrar marcas de la superficie del vendaje, pero se
pueden lijar fácilmente colocadas en el molde.
Las cáscaras de 1/16" tienden a pegarse y actuar
como una sola cáscara de 1/8".
Después se deben separar con cuidado y aplicar una
capa lo más fina posible de pegamento epoxi lento en
su superficie interior. Vuelva a montarlas en el molde y vuelva
a envolver para mantener las capas laminadas mientras el pegamento
se cura.
Cuando se retira la pieza laminada terminada y se lijan sus
bordes, la forma final es extremadamente ligera y lo suficientemente
rígida para mantener su forma fuera del molde.
Todo el bloque superior del fuselaje es una sola unidad moldeada.
Todo lo que se necesita es un poco de paciencia y hojas laminadas
de 1/16".
Además, ¡puedes moldear otra pieza al día
siguiente! ¿No funcionó a la perfección?
Te quedas sin un par de láminas, inténtalo de
nuevo y hazlo mejor la próxima vez. Guarde las cáscaras
imperfectas: las hojas curvas tienen ¡usos!
Recomiendo que las láminas se laminen con epoxi o algún
otro material (tal vez CA lento y grueso) que no requiera
aire para curar. La idea de añadir una hoja de fibra
de vidrio, o velo de fibra de carbono, o incluso silkspan
dentro del "sándwich" de laminado se me ocurrió
y experimenté con lo mismo. Lo que encontré
fue que era más fácil y tan eficaz como añadir
dicho material en la superficie interior, utilizando la pasta
de nitrato, que es bastante ligera y pegajosa y se seca al
aire.
Una vez que te gradúes a las cáscaras superiores
e inferiores moldeadas, nunca más tallarás y
ahuecarás un costoso bloque de balsa blanda. El moldeado
de balsa (¡gracias, Al Rabe!) tiene que ser una de las
técnicas de construcción de todos los tiempos.

La parte inferior del "FX" la panza y el capó
en su lugar se muestra en la imagen superior.
Todo el fuselaje fue cubierto con tela de fibra de vidrio
de 0,5 oz, adherida con dope nitrato. Después de un
lijado muy ligero, se aplicó una capa de silkspan de
grado medio sobre la fibra de vidrio, de nuevo adherida con
el dope. (Si se prefiere, el dope butirato funciona casi tan
bien como el dope nitrato).
Este es otro ejemplo de construcción: laminación
de baja tecnología.
Aunque el capó original del motor era de balsa tallada,
utilicé un molde de goma dura para la laminación
con epoxi/fibra de vidrio. El capó de fibra de vidrio
ahorrará peso y será superior en resistencia
y durabilidad. Además, el mismo capó "en
blanco" puede ser cortado para la "barriga"
desmontable y se desliza en su posición con los "pernos"
de apoyo (1/8 "tubo de latón). Esta característica
complicaba el trabajo y añadía peso por lo que
en los modelos futuros, esa cubierta de la panza será
fija, pegada permanentemente en su posición.
Ahora tengo moldes de vientre para las versiones con y sin
sin tubo de de fijación.

Siempre trato de "pre-acabar" el fuselaje antes
de instalar el estabilizador y el ala.
Para el "FX", utilicé un timón de
balsa de 1/8", usando dos piezas con el grano como se
muestra. El mismo tratamiento de fibra de vidrio y silkspan
se utilizó en el timón antes de instalarlo con
"Epoxolite" en la unión del fuselaje con
el timón.
Para mi preacabado utilicé talco ordinario y dope-nitrato
transparente, pulverizado y lijado en húmedo usando
papel de lija #600. Casi toda la capa de relleno fue lijada
(dos o tres aplicaciones proporcionan una superficie lisa,
y casi perfecta que está lista para la capa de color).
En este punto, el fuselaje del "FX" preacabado,
listo para la instalación del estabilizador con el
ala y el detalle de la cabina pesaba sólo 7,65 onzas.
Eso incluía el timón, el capó y la panza
desmontable. Sin embargo, fue sin dudas el fuselaje más
fuerte que había construido.
Añadí una pequeña característica
de estilo que no contribuye mucho a la fuerza, pero no pesa
mucho: los carenados de los flaps. Esos carenados tienen pequeñas
secciones de balsa curvada de 1/16" añadida por
encima y por debajo, para un efecto de forma "3D".
Este truco en particular generó críticas mezcladas
en el Club de Aeromodelismo del Valle de Mesilla: "mostrar
y contar".
Así que ahí está. La aplicación
de técnicas estructurales simples y materiales comunes
puede producir un fuselaje muy rígido y ligero. Espero
que se haya estimulado su interés y que haya encontrado
algo que pueda aplicar a tu próxima estructura de fuselaje.
Larry
Cunningham