El film termocontraíble es uno de los materiales más populares utilizados para el recubrimiento de nuestros modelos, lo que comúnmente llamamos “monokotear”. Por eso, cuando vi en Internet un tutorial muy ilustrativo, me pareció oportuno preparar esta presentación tomándolo como base, con el agregado de información proveniente de otras fuentes y de mi experiencia personal. Todo ello con el objetivo de facilitar el uso de este material a los que no tengan todavía mucha experiencia con el mismo.
El film es cómodo de usar y se aplica comúnmente sobre la madera balsa, aunque también se puede utilizar en fibra de vidrio, e incluso sobre telgopor, aunque en este último caso hay que usar sólo film de baja temperatura. Piezas con relieve muy complicado (Por ej.: una cara tallada en madera), o bien piezas de metal, de ABS o de plástico en general, no son candidatas para este tipo de recubrimiento.
Tipos de recubrimiento
Existen distintos tipos de recubrimiento termocontraíble y para cada aplicación se elegirá el más adecuado. Cada film tiene un peso y una temperatura de trabajo, en base a lo cual se hará la elección. Si no se tiene experiencia con el recubrimiento con el que se va a trabajar, conviene hacer una prueba previa con un trozo de muestra, hasta observar la temperatura de trabajo más adecuada. La enumeración expuesta más abajo no es exhaustiva, solo contiene una cierta cantidad de ejemplos (los más típicos) para que sirvan de guía a fin de elegir el material más apropiado. Los valores numéricos proporcionados son aproximados. Las temperaturas están consignadas en grados centígrados y los pesos en gr/m2.
A – Para estructuras livianas
| Producto |
Temperatura
para pegado |
Temperatura
para estirar |
Peso |
| Coverite Microlite colores transparentes |
80 a 90 |
110 a 120 |
18 |
| Coverite Microlite colores opacos |
80 a 90 |
110 a 120 |
22 |
| Hangar 9 UltraCote Lite colores transparentes |
105 |
130 |
36.6 |
| Solarfilm Litespan colores transparentes |
87 a 101 |
104 a 110 |
28.7 |
| Solarfilm Litespan colores opacos |
87 a 101 |
104 a 110 |
31.0 |
B – Para estructuras medianamente reforzadas
| Producto |
Temperatura
para pegado |
Temperatura
para estirar |
Peso |
| Top Flite Econokote colores opacos |
105 |
110 |
60 |
| Top Flite Monokote colores opacos |
110 a 115 |
130 a 175 |
57.1 |
| Top Flite Monokote colores transparentes |
110 a 115 |
130 a 175 |
62.4 |
| Solarfilm colores transparentes |
100 |
120 |
50 |
| Solarfilm colores opacos |
100 |
120 |
65 |
C – Para estructuras pesadas
| Producto |
Temperatura
para pegado |
Temperatura
para estirar |
Peso |
| Solarfilm Solar Span |
90 |
130 |
60-80 |
| Solarfilm Solar Tex |
105-120 |
150 a 175 |
85-105 |
| Coverite 21st. Centruy Fabric |
105 |
135 |
104 |
D – Para telgopor
| Producto |
Temperatura
para pegado |
| Black Baron Film |
65 - 80 |
| Solarfilm |
80 - 90 |
| Multikote |
80 - 90 |
| Econokote |
105 |
Elementos de trabajo
Más allá del film en si, base esencial de todo el proceso, se requiere contar con una serie de elementos que ahora detallaremos.
En la foto siguiente vemos el equipo básico que se necesita: el material de cobertura, tijeras, una hoja afilada, una plancha, funda para la plancha y una regla de metal. También aparece un panel de ala, que será nuestra pieza de demostración.
¡Manos a la obra!
La aplicación de calor y estirado del plástico requiere un poco de habilidad, estas instrucciones ayudarán a desarrollar esa habilidad. Si es la primera vez que se hace esta tarea, hay que estar dispuesto a correr el riesgo de cometer algún error y tener que comenzar a hacer el trabajo de nuevo.
En primer lugar, se necesita que la estructura a cubrir haya sido lijada hasta lograr una superficie suave. Utilice lija de grano 800 para el acabado final. Si el acabado final no es liso las imperfecciones no se podrán ocultar.
En segundo lugar, asegúrese de quitar el polvo del lijado. Las partículas de polvo quedan atrapadas bajo el recubrimiento y se notarán las imperfecciones. También convendrá limpiar la superficie de trabajo y las herramientas y es una buena idea lavarse las manos antes de limpiar el modelo y antes de comenzar a cubrir.
Un trapo humedecido será utilizado para la limpieza de las piezas de balsa. También utilice una aspiradora con un accesorio de cepillo para eliminar el polvo de los lugares inaccesibles del modelo ya que, durante el manipuleo, ese polvo suelto se desplaza y se mete donde a uno no le interesa, en el momento más inoportuno.
Coloque el panel a cubrir sobre el tablero de trabajo y proceda a medir y cortar un trozo de film que en cada lado sea por lo menos 5 cm más grande que la pieza a cubrir. Para punteras de las alas, el exceso será de alrededor de 10 cm, ya que tendrá que aguantar el sellado del extremo del ala. ¡No se olvide de quitar la lámina protectora de plástico transparente!
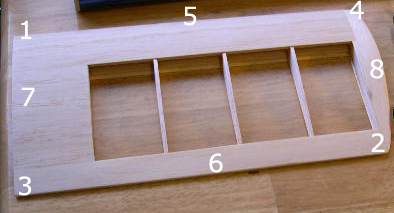
El termocontraíble primero se dobla y pega hacia abajo en algunos lugares alrededor del contorno del ala, a continuación se sella en todos los bordes, entonces se hace el estirado de toda la superficie. La secuencia numérica que se muestra en la foto indica el orden recomendado para los dobleces.
Un ala, por lo general, se cubre en dos partes, la parte inferior primero.
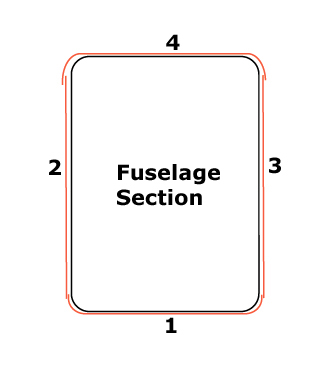
Para un fuselaje, cuatro piezas funcionan bien.
Observar bien la secuencia en que se aplican las piezas del film y las superposiciones.
Estos solapados deben tener alrededor de 3 mm. Esta secuencia le ayudará a asegurarse de que las costuras son menos visibles. Si es necesario, al cubrir toda la longitud del fuselaje utilice varias piezas, comience en la parte posterior y avance hacia adelante, de modo que las costuras se solapen hacia atrás.
Aquí cabe una aclaración sobre la temperatura de la plancha. Estas películas tienen un adhesivo que se activa a una temperatura. Se requiere una temperatura más alta para estirar la película después de estar pegada en su lugar. Algunas planchas para recubrimiento tienen un dial con los ajustes estándar. Las planchas Hobbico y Coverite se muestran como ejemplo en las fotos anteriores, en este caso se debe posicionar en 1,25 para pegar y en 2 para estirar. Por supuesto, esto variará según la marca de plancha utilizada y según el recubrimiento.
Lea las instrucciones que vienen con el termocontraíble para ver qué temperaturas se recomiendan. Usted puede comprar un termómetro para medir la temperatura de la plancha, o bien podrá estimar la temperatura correcta cortando un pequeño trozo del recubrimiento, el cual se coloca con la cara adhesiva hacia arriba, apoyado en la cara de la plancha. Si comienza a cambiar de color un poco, eso es una buena temperatura para empezar a pegar. Si aparecen muchas arrugas, reduzca la temperatura de la plancha ajustando el dial. Si el film se funde o se evapora, ¡es demasiado caliente!
En caso de duda se preparará un pequeño bastidor de unos 3 por 5 cm (aproximadamente) con varillas de balsa de unos 6 mm y se recubre con el film que se desea probar, observando a que temperatura se produce el pegado y a que temperatura se consigue el estiramiento.
Utilice una plancha siempre que las temperaturas de pegado y de estiramiento de un determinado material de recubrimiento estén muy cerca entre sí. Si utiliza una pistola de aire caliente hay una buena probabilidad de que el pegamento se ablande y se despeguen las costuras.
Para iniciar la tarea, con la plancha a la temperatura más baja, comience pegando la película sobre el ala. Utilice la punta de la plancha como se muestra en la foto siguiente, para pegar un punto alrededor de 1/4 a 1/2 pulgada de diámetro en una esquina del bastidor (la indicada como punto "1" en la foto expuesta mas arriba).
Deje enfriar esa esquina durante varios segundos, a continuación, tire suavemente la cubierta desde la esquina opuesta ("2")
Ese estiramiento es esencial para asegurarse de que la cubierta termina moderadamente estirada, lo que minimiza la contracción que se necesitará más tarde. ¡No tire con tanta fuerza como para poner en riesgo la estructura del avión! Después de pegar en la esquina "2", proceda a tirar y pegar alrededor de toda la estructura, hasta que los ocho puntos marcados estén pegados.
Tenga en cuenta que si no le gusta la forma en que un determinado lugar quedó pegado, se puede calentar ese lugar y tirar suavemente del recubrimiento, entonces cambia la posición y se lo pega de nuevo, con más calor.
Hay unas cuantas arrugas en este momento, pero eso es de esperar. Ahora se procede a sellar todos los bordes excepto en la puntera del ala. La mejor manera de hacer esto es pegar en los puntos medios entre todos los 8 puntos anteriormente pegados, por ejemplo, a medio camino entre 1 y 5. A continuación se procede a sellar la longitud total entre 1 y 5. Repita el resto del camino alrededor del marco. No pegar sobre el filo del marco, sólo en la parte plana.
Ahora ya está listo para hacer frente al caso especial de la puntera del ala. Es especial porque tiene curvas compuestas, es decir, curvas en más de una dirección a la vez. Para hacer que la película cubra a estas curvas, la película tiene que ponerse muy elástica, por lo que se debe aplicar más calor.
Suba la temperatura de la plancha ajustándola al valor “estiramiento” para el tipo de material que se está usando. Tire de la parte que abarca más allá de la punta y comience a planchar en ese lugar. Hay que trabajar lentamente desde el centro hacia la parte delantera y a continuación, desde el centro hacia la parte posterior.
Conviene moverse a lo largo de unos pocos milímetros a la vez. Pegue la cubierta un poco más de medio camino hacia la parte superior del ala.
La foto siguiente muestra la cubierta tensada cuando la puntera se encuentra con el borde de ataque, note las arrugas.
La siguiente foto muestra el mismo lugar después de haber aplicado la plancha sobre el recubrimiento, observe la falta de arrugas. Es el calor de la plancha lo que permite que esto suceda.
Si usted ve que se encuentra con que está ejerciendo mucha fuerza sobre la película (y encima corre el riesgo de romper la estructura de balsa), lo que hay que hacer es subir la temperatura en vez de ejercer tanta presión con la plancha.
Así se ve la puntera después de completar el recubrimiento planchando alrededor de ella. Vamos a recortar el exceso de recubrimiento con una trincheta. Ahora puede dejar que la plancha se enfríe durante los siguientes pasos, ya que ha llegado el momento de comenzar a quitar el exceso de film.
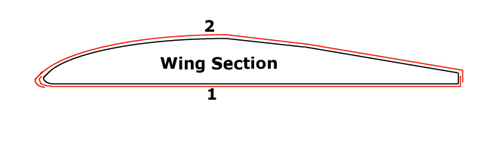
Primero use la cuchilla para quitar piezas en ángulo recto de las esquinas del ala. A continuación empezar a cortar por el borde, dejando nada más que lo suficiente para superponerse, según lo mostrado en el diagrama del perfil alar. Descanse la mano que empuña la trincheta en el borde mismo, usando eso como una guía mientras va cortando.
Si usted trabaja lentamente se puede obtener un corte más o menos recto (que no necesita ser perfecto, ya que será solapado posteriormente). Para el borde de ataque y el de fuga debe solaparse un poco más de más de la mitad del espesor del borde.
Ahora hay que sellar los solapes sobre la madera.
Luego revise toda la estructura, asegurándose de que está completamente sellada y segura: borde de ataque, borde de fuga, puntera y el borde interior.
Luego se cubre la parte superior del ala, usando el mismo procedimiento. Recortar de nuevo los excesos usando la estructura del ala como guía, esta vez colocando la hoja de la trincheta contra el marco, usando el marco como la regla para obtener un corte recto.
Ahora que tanto la parte inferior y la parte superior están cubiertas y todos los bordes sellados.
Ahora es el momento para comenzar el estiramiento de la cubierta. Coloque en la plancha la funda de protección
Usted va a correr la plancha sobre toda la superficie del film, si la plancha no está protegida la superficie sufrirá pequeños arañazos que deslucirán la terminación del modelo. Con el dial regulador se deja calentar hasta la temperatura de "estiramiento" del material utilizado.
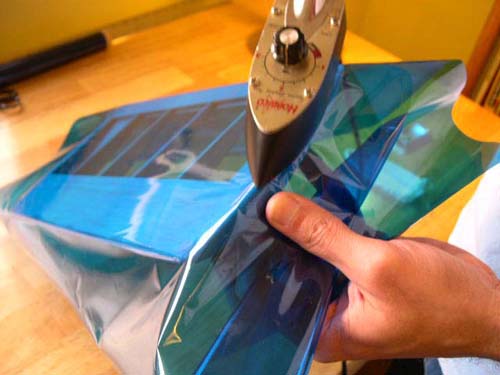
Ahora empieza a deslizarse la plancha sobre la superficie del ala
Primero se hará la parte inferior y luego la superior. Si es un ala grande conviene ir avanzando, arriba y abajo, panel por panel. ¡No presione sobre la estructura del ala! La plancha debe apenas tocar la superficie, como si estuviera “planeando muy bajo”. Iniciar la tarea en un extremo de la estructura y mover la plancha en círculos lentos. Como guía general, se moverá la plancha en círculos de 5 a 7 cm de diámetro, más o menos un círculo cada dos segundos.
La velocidad a la que funciona dependerá de la temperatura de la plancha y la marca del recubrimiento. ¡No deje la plancha estacionada sobre un punto, esa es la forma de hacer un agujero en el film! Usted verá un poco de cambio de color, las arrugas se forman y desaparecen al mover la plancha. Cuando un área comienza a verse estirada, se desplaza lentamente hacia la zona adyacente.
A medida que va avanzando en la tarea observará que en la funda de protección quedan restos del pigmento del film. La funda debe ser lavada para eliminarlos. En caso contrario, en algún trabajo posterior se depositarán sobre la superficie del film ¡de otro color distinto! y arruinarán la terminación. Conviene tener una funda de reemplazo ¡son baratas! para evitar la interrupción de un trabajo a la mitad de su ejecución.
Manténgase el movimiento de la plancha hasta que toda la cubierta se vea estirada. Es probable que tenga que volver a un par de pequeñas zonas y estirar nuevamente. ¡Y ahora ya está!
Cuando se aplique termocontraíble “pesado” el estiramiento con la plancha será muy dificultoso o directamente imposible. En ese caso se utilizará la pistola de calor,
la cual se hará girar muy rápidamente en círculos mientras arroja el chorro de aire caliente sobre la superficie a estirar, avanzando a lo largo de la estructura. Si en determinado lugar las arrugas no desaparecen al primer intento, se sigue a delante hasta llegar al final del panel (le estamos dando tiempo al material para que se enfríe un poco) y luego se hace otra pasada. No es una buena opción detener el movimiento sobre un punto en particular, eso garantiza un agujero en el recubrimiento…
Finalmente cabe mencionar que para mejorar el agarre se puede utilizar el barniz Balsarite.
El citado elemento se aplica a pincel sobre la madera previamente al inicio del trabajo logra su impermeabilización y suaviza la superficie. Luego, cuando se coloca el revestimiento termocontraíble, Balsarite reacciona con adhesivos para fijar el film con una unión firme y definitiva.
Con un corto período de práctica Usted podrá lograr buenas terminaciones para sus modelos ¡Anímese!